电子烟模具开模方法。本发明涉及一种电子烟模具开模方法,包括如下步骤:a.将烟丝放入模具中,并在模具中加热至60℃-70℃,保温1-2小时。b.加热后的烟丝通过抽吸管吸入模具中,并在模具中压制成型。c.将压制好的烟丝取出,并在烟丝上喷涂胶水,然后进行脱模。d.将脱模后的烟丝放入真空干燥箱中,在真空干燥箱中加热,并保持恒温状态,直至烟丝完全干燥。e.将烟丝取出,并在烟丝上喷涂胶水,然后进行脱模。
一、产品开模很难吗,为何听别人都说起产品开模那么贵?
优质答案1:
外行作答,在工厂打过工,说说自己了解的。
一、别人的私模不会给其他人用,你看到别人家的东西好,只能干瞪眼,市场上没有这个东西,有的只能是公模,大家都用这套模具。
二、公模不用出模具费用,只需要谈产品价格。有很多厂家用这套模具做出来的东西,组装做自己的产品,区别可能就是颜色,材料上的点微不同,长的都一样。比如在某宝上出售的各种空塑料瓶子呀,盒子等等。想包装独特,就只能自己全新设计,重新做套模具。
三、重要的私模来了,不给别人用的,他自己公司用的模具。它为啥贵!
1、同一个商品,量大才能摊低成本,私模只有你自己的产量打底,有销量你才会去做,没销量模具就闲着。
2、一个模具基本都是反复修改很多次才会定型。厂里之前做了一个小乳胶嘴,反复折腾了半年,改了4-5次才定下来。
3、做模具费劲啊,小一点的模具,要求不高的还好些,做的粗糙些放在里面不影响使用也可以用。而要求精细的外观模具,就比较费工夫了。
作为外行,就让你用泥巴捏一个模具,你要几个月能捏出来上图这个模具?
优质答案2:
模具费有多有少,多的几百万几千万,少的几千块甚至几百块。
模具费用取决于以下几个因素:
1, 产品的尺寸大小
模具是用来生产产品的,产品尺寸越大意味着模具的尺寸也就越大,制造模具的材料就用的越多,
模具的材料都是合金钢,高强度钢或者专用的模具钢,材料很贵,几十到几百一公斤。一个书本大小的产品用掉一吨这样的钢材料是很常见的。
因此产品尺寸越小,模具材料用的少就可以降低模具成本。
2,产品的复杂程度
产品越复杂,模具的结构就越复杂,各种脱模机构就得用上,结构多了,费用自然就上去了。
另外,产品复杂,模具型腔就复杂,加工的工艺,和机器生产的工时就上去了,费用就多了。
3,产品生产数量
产品如果数量不多,就用差一点的模具材料,模具寿命短一点也没有关系,因为生产的次数本来就不多。如果产品数量很大,销量很高,就得考虑用好的模具材料,提高模具寿命,这样就不用因为模具寿命到期而频繁更换新模具。
好的材料用上了,费用也就增加了。
4,产品的精度,外观等其他额外要求
产品的其他要求,例如精度高,外观有特殊纹理,这样也会增加模具的制造精度和成本。加工工时和人工工时都会证增加,模具费用就增加了。
二、在淘宝做电子烟生意,你觉得应该如何经营好自己的店铺?
优质答案1:
做电子烟,一个不错的类目(竞争不算特别激烈,利润率还算ok)
淘宝天猫主要分两类电子烟店铺,一类是做爆款,一类是做通货,做爆店。这两种模式各有优势
做爆款,一般是选择自己开模做自己品牌。这种模式利润率高,但风险是一旦推不起来会承担较大的库存压力。
卖市面上的通货,这种一般是以多链接为基础,很多店铺都是有几百甚至上千个链接。卖的也是一些自带流量的产品,但卖通货乱价严重,利润率不高。
电子烟虽然竞争没有传统类目大,但投入的资金同样不小,具体怎么做要根据实际情况来。
欢喜私聊一起探讨!!!
三、模具人如何选对开模机构?
优质答案1:
您好,很高兴回答这个问题。
我读大学的时候学的也是机械专业,当时学的是《模具设计与制造》和《机械设计与自动化》的专业,毕业之后也是一直从事模具行业的工作,对模具设计而言,不是单纯的只有书本的理论知识,更重的是工作中的经验积累和以及产品应用体验效果。基于以往在注塑行业的专业知识和日常工作中的经验,针对《如何选用模具开模机构》的议题,借助此次机会来分享交流一下个人经验,希望可以对你有所帮助。一、何谓注塑成型加工?
注射成型过程大致可分为以下6个阶段 :合模、注射、保压、冷却、开模、制品取出。

上述工艺反复进行,就可批量周期性生产出制品。
二、注塑模具结构众所周知,注塑模具主要有七大系统构成:导向系统、支承系統、成型零件系统、浇注系统、冷却系统、顶出系统、排气系统。 以上各系统組成模具,塑胶经浇注系統,通过浇口进入模腔內部,填充保压之后由冷却系统冷却,成品冷凝固化后经顶出系统顶出,完成一個成型周期。
根据产品结构差异与模具设计、制造及量产的成本考量,一般注塑模具可分为:通用两板模和三板模。
两板模结构示意图:
三板模结构示意图:
基于三板模实际模具设计的结构类型,来详细谈一下,在模具设计阶段我们应该如何选用合适的辅助开模机构。
1.模具开模机构的工作原理
通常用在三板模上面A、B板之间设计一些辅助的开模锁扣机构,使得A、B板之间有一定的铆合力,开模时由于锁扣机构的作用导致A B板之间不能先开模,从而使水口板先开。
2.模具开模机构的分类及其结构示意图及应用场景
塑胶模具的开模机构种类主要有以下几种形式:
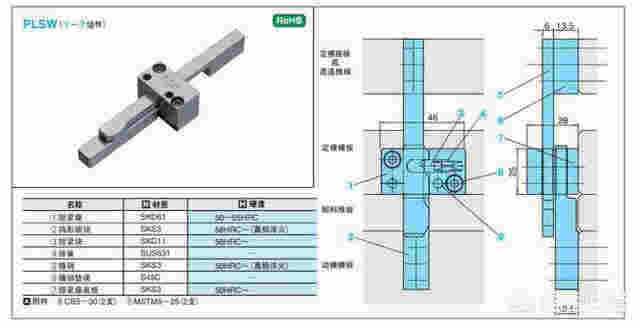
a.尼龙开闭器
也叫树脂开闭器、尼龙锁模扣、树脂锁模器、尼龙树脂开闭器等,是通过对锥形螺栓的锁紧,调整模板与尼龙套之间的磨擦力的模具配件。
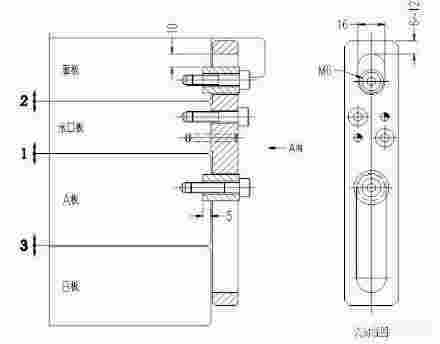
2.限位螺丝
限位螺丝主要用于开模限位用,根据其形式结构分为:A型,B型,C型。
A型与C型一般是成对使用,主要用三板模开模限位(如下左图所示)。
B型可单独使用,亦可成对使用,主要用于一些弹板结构的限位,三种型号的形式。(分别如下右图所示)
3.塑料拉勾
塑料拉勾的特点:结构简单,模具紧凑,控制力可调节。
缺点:不能精确限位,使用寿命较短。主要用于要求不高,啤塑产量不大的三板模具上,用来控制A、B板滞后开模。
塑料拉勾设计注意事项:
◆塑料拉勾孔的底部必须设计排气,防止模具开模时产生真空。
◆塑料拉勾孔的口部必须做倒角设计,利于拉勾的导入。
◆塑料拉勾孔必须由CNC加工,保证孔壁的粗糙度和精度,或增加孔套设计。
4.水口拉板
当模具上无空间装限位螺丝或特殊要求时,可用水口拉板限位,使用水口拉板限位时根据需要选用不同品牌的标准件,同时也可按下面结构进行自制。
a.上码模板有限位螺丝情况下的水口拉板(如下图所示)
b.上码模板上无限位螺丝情况下的水口拉板(如下图所示)
5.扣机的应用
常用的扣机品牌有HASCO、MISUMI、DME和弹簧开闭器,实际选用应根据产品、模具机构特性及客户需求进行选用。
a.HASCO扣机
◆Z170系列扣机,应用于对合模动作有顺序要求的模具(如下图所示)
Z170系列扣机动作原理(如下图所示):
◆Z171系列扣机,应用于对开模动作有顺序要求的模具(如下图所示)
Z171系列扣机动作原理(如下图所示):
b.MISUMI扣机
MISUMI扣机适用于较小的模具,用来控制模具的开模动作顺序,也可以用于细水口模具当中(如下图所示)
其动作工作原理 (如下图所示)
c.DME扣机
DME扣机动作稳定,但结构比较复杂,适用于较大的模具使用(如下图所示)
d.行程开关
1)、行程开关一般用于油缸顶出复位行程的控制,以及顶针板的复位检测,行程开关与调节块同时使用。
2)、常行程开关的型号为:欧姆龙(OMRON)滚珠摆杆型,规格:V-156-1C25(如下图所示)
e.弹簧开闭器
可以增加某一分模面的开模阻力,使其他分型面先开,它通常需要配合定距分型机构,以实现模具定距有序的分型,这种结构可以通过调整弹簧压缩量来调整开模阻力(如下图所示)。
1、此装置也可用在小水口板与打中板或二段顶出小水口或滑座之工件上。
2、模具重量100K以下用12D-4个,500KG以下用16D—4个,1000KG以下用20D-4个。
3.将尼龙套埋至动模模板3mm左右处。
4·将定模模板孔的内表面粗糙度精加工到1.6-0.2。对模板面插入口进行倒圆角R加工。如果加工C倒角,其耐用性则会降低。
5·孔的尺寸公差参考:为H7铰孔,以H7铰孔~+0.1为基准。
6·如果使用专用衬套,则可省去上述倒圆角R和抛光的工序。
7·根据锥型螺栓的锁紧量来调整所需要的拉力。
8.不需要使用润滑油。否则会减少摩擦力,降低其原有功能。
9.定模板孔底部应加排气装置10.与尼龙胶塞相配的定模板内孔应抛光
以上所述,为模具设计时针对《如何选用开模机构》的议题进行汇总,大家可以借鉴、参考、学习,实际工作中仍需要结合产品、模具的结构特性和使用需求来综合分析、考量抉择,选用一款最合理的结构方案,对我们产品的可制造性才更有意义,以上汇总希望对大家有所帮助。
优质答案2:
开模机构的选择是根据产品结构所决定的:
1.如果产品是上下开模的结构的话,两板模结构就可以了,A、B板正常开模。
2.如果产品效大的情况下,需采用点进胶,使用三板模机构,只需在A、B板之间追加一个机械开闭器,或者直接追加一个尼龙胶塞就可以了。
3.如果前模有滑块的情况下,也是在A、B板之间追加尼龙胶塞。